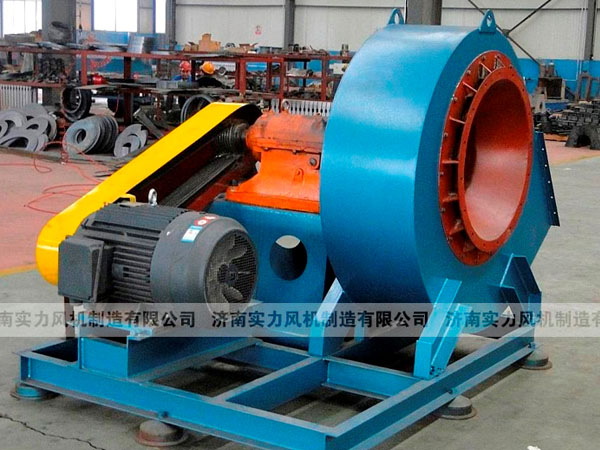
濟南風機之離心風機的檢修詳解
在所有的濟南風機中,離心風機是比較常見的一種,在人們生活中的應用已經是相當的廣泛了,用的多的,出故障的情況自然也就多了,對于離心風機的檢修工作就顯得尤為重要,那風機的檢修工作是如何進行的呢?下面實力風機帶大家一起來了解一下。
1、檢修前的檢查
濟南風機在檢修之前,應在運行狀態下進行檢查,從而了解風機存在的缺陷,并記錄有關數據,供檢修時參考
2、常見故障及處理方法
3、機殼及進出口管道的檢修
機殼應無裂紋、氣孔或蝕孔
機殼的焊口要良好無裂紋、結合面平整光滑,不允許有脫焊的現象;
機殼兩端面的不平等度≯3~5mm,端面的不平行度<8mm;
. 出入口管道與機殼的配合要嚴密,不允許有漏氣的現象;
出入口管道的焊接要良好,無裂紋,結合面平整光滑,不允許有脫焊現象;
進口調節閥要轉動靈活,無卡阻現象
4、葉輪的檢修
濟南風機解體后,先清除葉輪上的積灰、污垢,再仔細檢查葉輪的磨損程度,葉輪和軸的配合情況,以及焊縫是否有脫焊情況,并注意葉輪與外殼有無摩擦痕跡,若組裝時位置不正或風機運行中因熱膨脹等原因,均會使該處發生摩擦。
對于葉輪的局部磨損處,可用鐵板焊補,鐵板的厚度不要超過葉輪未磨損前的厚度,大小應適中。對于葉輪的焊縫磨損或脫焊,可進行焊補或挖補。小面積磨損采用焊補,較大面積磨損則采用挖補。
補焊時,焊補重量應盡量相等,并采取對稱焊補,以減小焊補后葉輪變形及重量不平衡。挖補時,挖補塊應開坡口,較厚時應開雙面坡口以保障焊補質量。挖補塊的每塊重量相差不超過30g,并應對挖補塊進行配重。
挖補后,葉輪不允許有嚴重變形或扭曲。挖補后的焊縫應平整光滑,無沙眼、裂紋、凹陷。焊縫強度應不低于原材料的強度。
葉輪與軸的定位螺栓不得松動、脫落
葉輪磨損超過厚度1/3時應更換
5、軸的檢修
風機解體后,應檢查軸的彎曲度,尤其對振動過大及葉輪的瓢偏、晃動超過允許值的軸,則要進行仔細測量。
主軸無裂紋、傷痕、溝槽,主軸軸頸與軸承配合面嚴禁有撞痕等現象
軸的彎曲度應不大于0.05mm/m,且全長彎曲不大于0.10mm。如果軸的彎曲值超過標準,則應進行直軸工作。
6、軸承的檢修
若采用滾動軸承,應先檢查滾珠及內外圈有無裂紋、起皮,和斑點等缺陷,并檢查其磨損程度;檢查軸承外圈與軸承座、內圈與軸頸的配合情況。經檢查若可繼續使用,清洗后用干凈布把軸承包好。若采用滑動軸承,則應檢查軸頸的磨損程度,各部間隙。
符合下列條件的軸承,要進行更換
軸承間隙超過標準
承內外套存在裂紋或軸承內外套存在重皮、斑痕、腐蝕銹痕、且超過標準
軸承內套與軸頸松動。
新軸承需經過檢查,符合標準方可使用,確測量檢查軸頸與軸承內套的配合情況,符合下列標準方可進行裝配
軸頸應光滑無毛刺
軸承內套與軸頸之配合為緊配合,其配合緊力為0.01~0.04mm
軸承采用熱裝配。軸承應放在油中加熱,不允許直接用火加熱軸承,加熱油溫一般控制在80-100℃并保持15-20min,然后將軸承取出套裝在軸頸上,使其在空氣中自然冷卻。
大家是不是覺得濟南風機的檢修工作很麻煩呢?其實不然,正常的一些離心風機的故障檢修其實是很簡單、很快的,只是大家不了解,所以看著就麻煩了,當然,一些大的故障處理起來就麻煩了,甚至要重新換一臺設備,隨意大家要注意離心風機的使用,注意對它的維護保養。
版權聲明:文章來源于www.gztengrong.com/hyzx/258.html,轉載請注明出處!